PODSTAWOWE WIELKOŚCI PRZEKŁADNI ŚRUBOWYCH TOCZNYCH
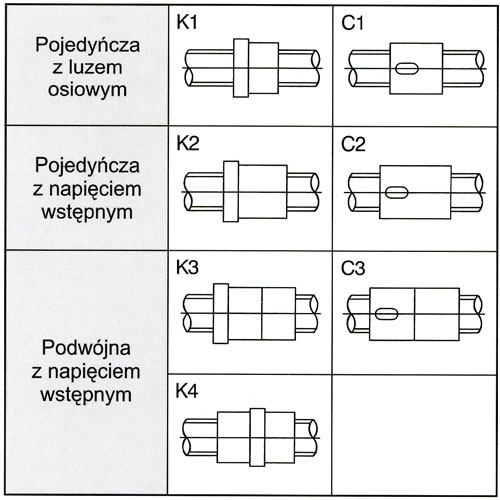
TYPY NAKRĘTEK W PRODUKCJI FOP AVIA S.A.
FOP AVIA S.A.
Założona w 1902 r. jako producent maszyn i wyposażeń, Fabryka Obrabiarek Precyzyjnych AVIA S.A. od ponad 55 lat produkuje obrabiarki o wysokiej dokładności. A od 1970 r. również precyzyjne przekładnie śrubowe toczne.
Nasza oferta obejmuje przekładnie śrubowe toczne o dużym skoku znajdujące zastosowanie w nowoczesnych obrabiarkach o dużych prędkościach przesuwów w tym typu High Speed. Przekładnie śrubowe toczne są produkowane w klimatyzowanej hali, przy zastosowaniu nowoczesnych obrabiarek CNC do wykonywaniu gwintów, oraz specjalistycznych urządzeń pomiarowych – co pozwala na uzyskanie produkcji szczególnie wysokiej jakości.
Wszystkie standardowe przekładnie są wykonane w dwóch klasach dokładności 3 i 5.
Przekładnie są wykonane z wysokiej klasy stopów stali, hartowane indukcyjnie i precyzyjnie szlifowane. Dysponujemy specjalistycznymi stanowiskami do kontroli skoku, momentu obrotowego przekładni, oraz do zarysu gwintu. Standardowe przekładnie śrubowe toczne produkowane przez FOP AVIA S.A. są wykonywane z nakrętkami kołnierzowymi lub nakrętkami cylindrycznymi . Na śrubach montujemy nakrętki pojedyncze z luzem osiowym lub napięciem wstępnym, jak również nakrętki podwójne.
Wykonujemy także nakrętki o nietypowych kształtach według wymagań klienta nakrętek. Klient ma wybór typu nakrętki.
Standardowym wykonaniem skoku gwintu śruby jest wykonanie metryczne, lecz na życzenie klienta realizujemy skok calowy.
Konstrukcje przekładni są ciągle ulepszane z uwzględnieniem życzeń zgłaszanych przez klientów. W pracach konstrukcyjnych używany jest system CAD. Czopy śruby tocznej są wykonywane zgodnie z rysunkami klientów. Dodatkowo oferujemy naprawę i regenerację przekładni śrubowych tocznych, oraz produkcję przekładni specjalnych wykonywanych zgodnie z projektem klienta.
WIADOMOŚCI OGÓLNE O PRZEKŁADNIACH
Przekładnie śrubowe toczne rozwinęły się z konwencjonalnych przekładni śrubowych przez wprowadzenie między śrubę i nakrętkę elementów tocznych (kulek łożyskowych). W wyniku zastąpienia tarcia ślizgowego tarciem tocznym przekładnie śrubowe toczne wykazują szereg zalet, dzięki którym znalazły szerokie zastosowanie w mechanizmach wymagających:
- wysokiej sprawności
- bezluzowej pracy
- wysokiej sztywności osiowej
- dużej trwałości.
W szczególności przekładnie śrubowe toczne stosowane są jako elementy napędowe i pomiarowe w obrabiarkach sterowanych numerycznie, w przemyśle precyzyjnym jako części zespołów pomiarowych, w przemyśle lotniczym i wielu innych gałęziach przemysłu. Przekładnie śrubowe toczne wytwarzane są z wysokiej jakości materiałów. W wyniku toczenia się kulek w zahartowanych rowkach śruby i nakrętki zużycie przekładni jest bardzo małe, co eliminuje konieczność kompensacji luzu i zapewnia utrzymanie dokładności skoku w całym okresie eksploatacji. Zastosowanie nakrętek z napięciem wstępnym umożliwia uzyskanie pracy bezluzowej oraz znaczne podwyższenie sztywności.
Wszystkie standardowe przekładnie są wykonane w klasach dokładności 3 i 5 zgodnie z normami DIN69051 (ISO 3408).
Zakres produkcji:
- Średnica nominalna: 16 ÷ 80 mm
- Skok: 4 ÷ 20 mm
- Długość: standardowa do 3300 mm
RODZAJ ZARYSU GWINTU I SPOSÓB OBIEGU KULEK W PRZEKŁADNIACH
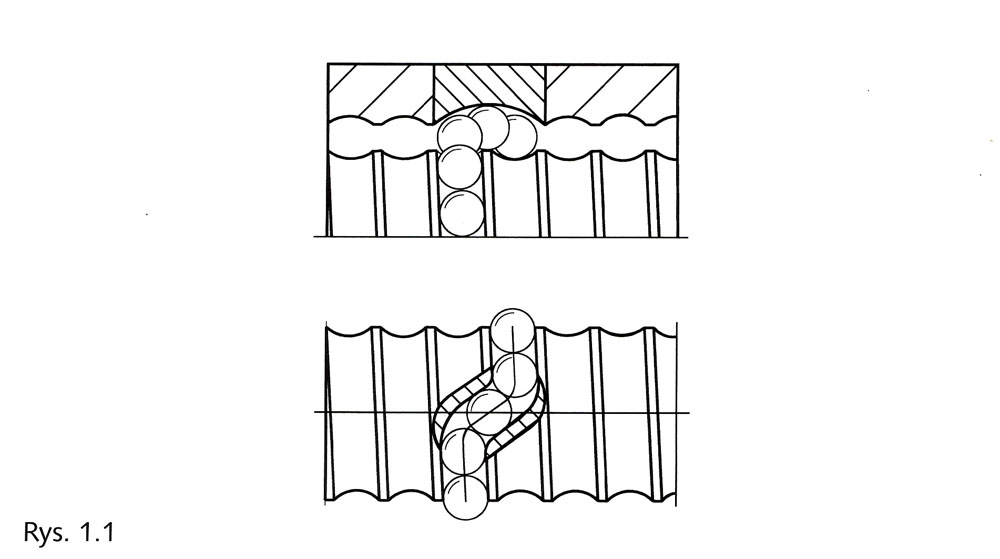 W przekładniach FOP AVIA S.A. standardowo stosowany jest tzw. wewnętrzny obieg kulek (rys. 1.1), w którym kulka po przetoczeniu przez jeden zwój gwintu nakrętki jest zawracana na początek obiegu przez kanał w specjalnej wkładce osadzonej w nakrętce
W przekładniach FOP AVIA S.A. standardowo stosowany jest tzw. wewnętrzny obieg kulek (rys. 1.1), w którym kulka po przetoczeniu przez jeden zwój gwintu nakrętki jest zawracana na początek obiegu przez kanał w specjalnej wkładce osadzonej w nakrętce 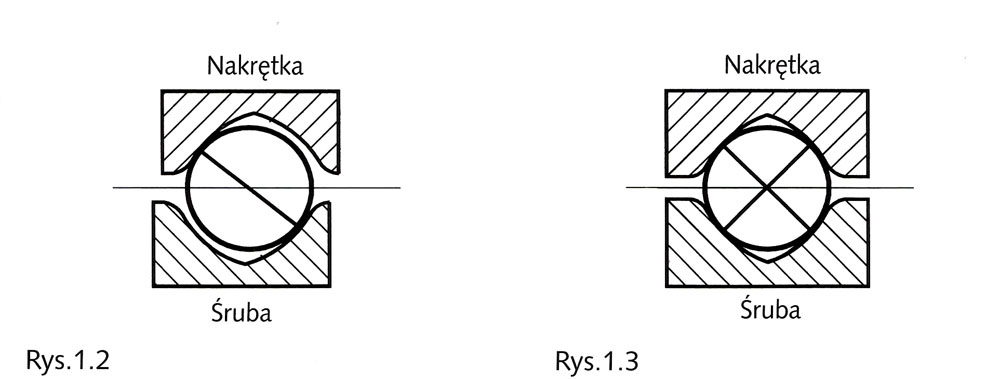 W przekładniach FOP AVIA S.A. stosuje się zarys dwułukowy. Zarys ten pozwala na uzyskanie wysokiej sztywności przy jednoczesnej eliminacji luzu osiowego przekładni. Wymagana sztywność przekładni osiągana jest w dwojaki sposob:
W przekładniach FOP AVIA S.A. stosuje się zarys dwułukowy. Zarys ten pozwala na uzyskanie wysokiej sztywności przy jednoczesnej eliminacji luzu osiowego przekładni. Wymagana sztywność przekładni osiągana jest w dwojaki sposob:
- Przez zastosowanie dwóch “skontrowanych nakrętek” (zarys dwupunktowy – rys. 1.2)
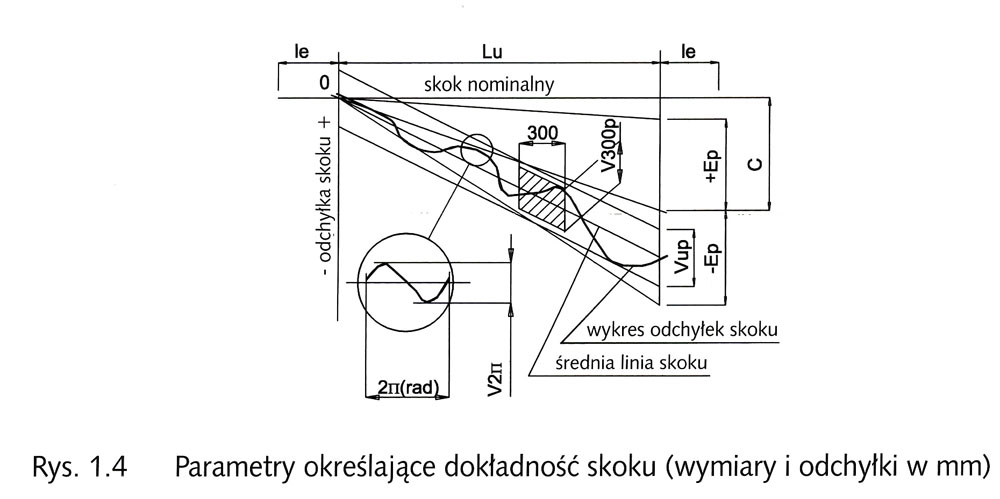
- Przez kompensację luzu w wyniku selekcji średnic kulek (zarys czteropunktowy, nakrętka pojedyncza – rys. 1.3)
Napięcie wstępne powinno być tylko tak wysokie jak jest to konieczne i tak małe, jak jest to możliwe. Obciążenie robocze do trzykrotnej wartości napięcia wstępnego nie powoduje “zluzowania” (spadek napięcia do zera).
KLASY DOKŁADNOŚCI WYKONANIA
 Lu – przesuw użyteczny równy długości gwintu zmniejszonej o długość odcinków le nie podlegających odbiorowi C -żądane odchylenie średniej linii skoku od linii skoku nominalnego na długości Lu Ep – dopuszczalne odchylenie średniej linii skoku od wartości żądanej Vup – dopuszczalna szerokość pasma krzywej odchyłek skoku V300p – szerokość pasma na długości 300mm W2n – szerokość pasma w obrębie jednego skoku Wartość C (żądane odchylenie skoku gwintu od skoku nominalnego) powinna być określona w zamówieniu. W przypadku braku wymagań przyjmuje się C = 0. Pomiar skoku odnosi się do temperatury 293°K (20°C). Długość odcinka nie podlegającego odbiorowi le przyjmuje się:
Lu – przesuw użyteczny równy długości gwintu zmniejszonej o długość odcinków le nie podlegających odbiorowi C -żądane odchylenie średniej linii skoku od linii skoku nominalnego na długości Lu Ep – dopuszczalne odchylenie średniej linii skoku od wartości żądanej Vup – dopuszczalna szerokość pasma krzywej odchyłek skoku V300p – szerokość pasma na długości 300mm W2n – szerokość pasma w obrębie jednego skoku Wartość C (żądane odchylenie skoku gwintu od skoku nominalnego) powinna być określona w zamówieniu. W przypadku braku wymagań przyjmuje się C = 0. Pomiar skoku odnosi się do temperatury 293°K (20°C). Długość odcinka nie podlegającego odbiorowi le przyjmuje się:
- dla skoku 5 mm le = 20 mm
- dla skoku 10 mm le = 40 mm
- dla skoku 20 mm le = 60 mm
Żądane odchylenie średniej linii skoku C od skoku nominalnego na długości Lu można określić: 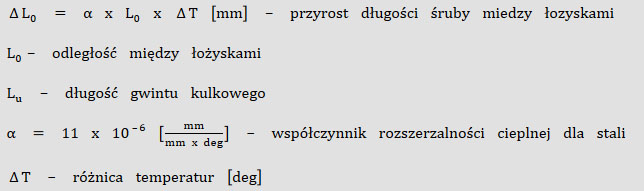
KLASY DOKŁADNOŚCI WYKONANIA
Tabela 1. Dopuszczalne wartości Vup i Ep w zależności od długości użytecznej Lu oraz klas dokładności. 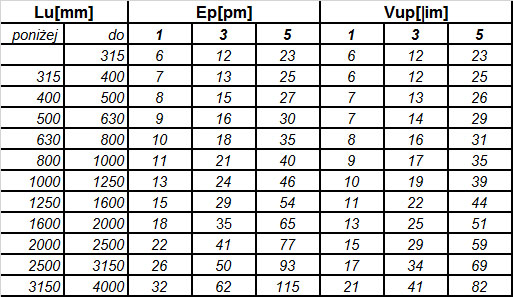 Tabela 2.
Tabela 2. 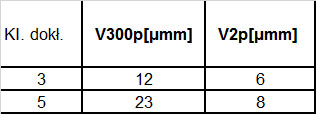 Tabela 3. Międzynarodowy Standard Klas Dokładności Przekładni.
Tabela 3. Międzynarodowy Standard Klas Dokładności Przekładni. 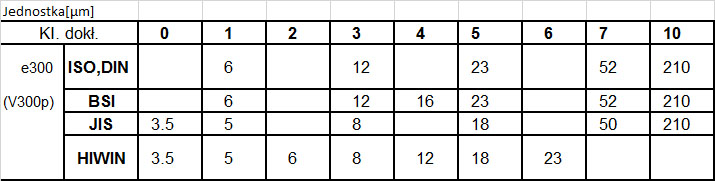
PODSTAWOWE WIELKOŚCI PRZEKŁADNI ŚRUBOWYCH TOCZNYCH (wymiary w mm)
Fabryka Obrabiarek Precyzyjnych “AVIA” SA. wytwarza przekładnie śrubowe toczne w zakresie: średnic nominalnych do = 16 ÷ 80 mm skoków p = 4 ÷ 20 mm całkowitej długości śruby do 3300 Tabela 4 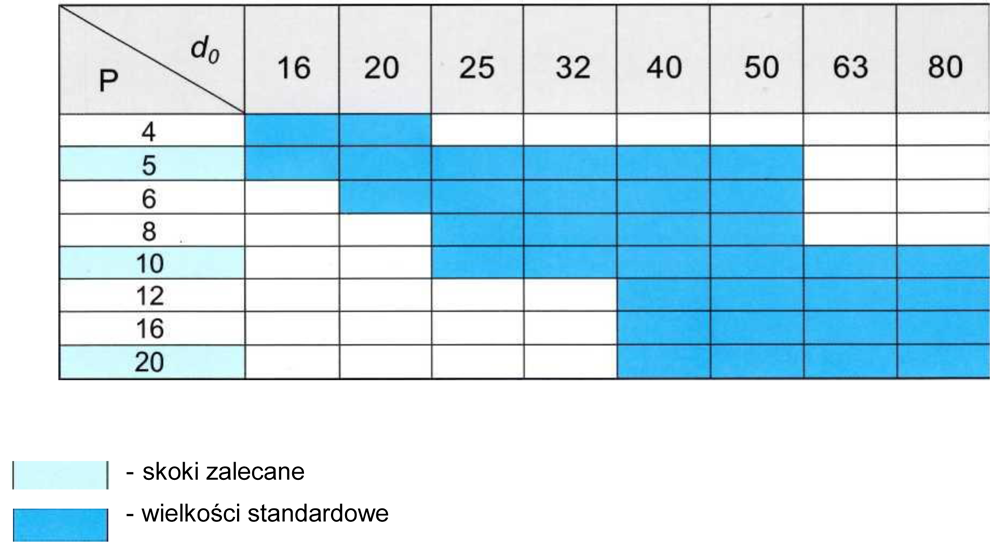
GATUNKI STALI STOSOWANE W FOP AVIA S.A. NA PRZEKŁADNIE ŚRUBOWE TOCZNE
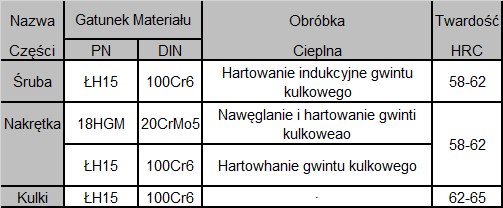 Tabela 5.
Tabela 5.
TYPY NAKRĘTEK W PRODUKCJI FOP AVIA S.A.
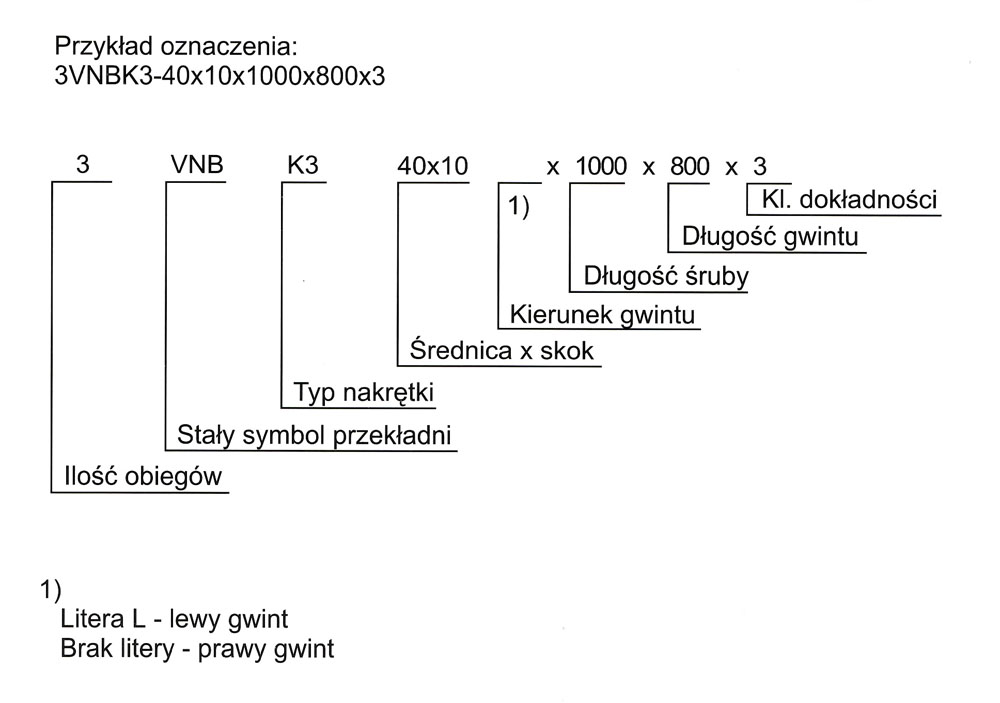
SPOSÓB OZNACZANIA STANDARDOWYCH NAKRĘTEK PRODUKCJI FOP AVIA S.A.
 Zapoznaj się z pełnym katalogiem przekładni
Zapoznaj się z pełnym katalogiem przekładni